
 Při hledání optimální konfigurace všech parametrů pro tisk s jehož kvalitou jsem byl zpočátku nespokojený, jsem použil srovnávací metodu (neboli metodu etalonu). Jako etalon jsem zvolil díl, který jsem ke stavebnici dostal, ale nepoužil- jde o štítek REBEL II, který má být umístěný na horním příčném nosníku.Oranžový je původní díl, moje tisky jsou pak vytištěny zeleným filamentem. Vše je slicováno Slic3rem, integrovaným v Repetier-Hostu.
Při hledání optimální konfigurace všech parametrů pro tisk s jehož kvalitou jsem byl zpočátku nespokojený, jsem použil srovnávací metodu (neboli metodu etalonu). Jako etalon jsem zvolil díl, který jsem ke stavebnici dostal, ale nepoužil- jde o štítek REBEL II, který má být umístěný na horním příčném nosníku.Oranžový je původní díl, moje tisky jsou pak vytištěny zeleným filamentem. Vše je slicováno Slic3rem, integrovaným v Repetier-Hostu.
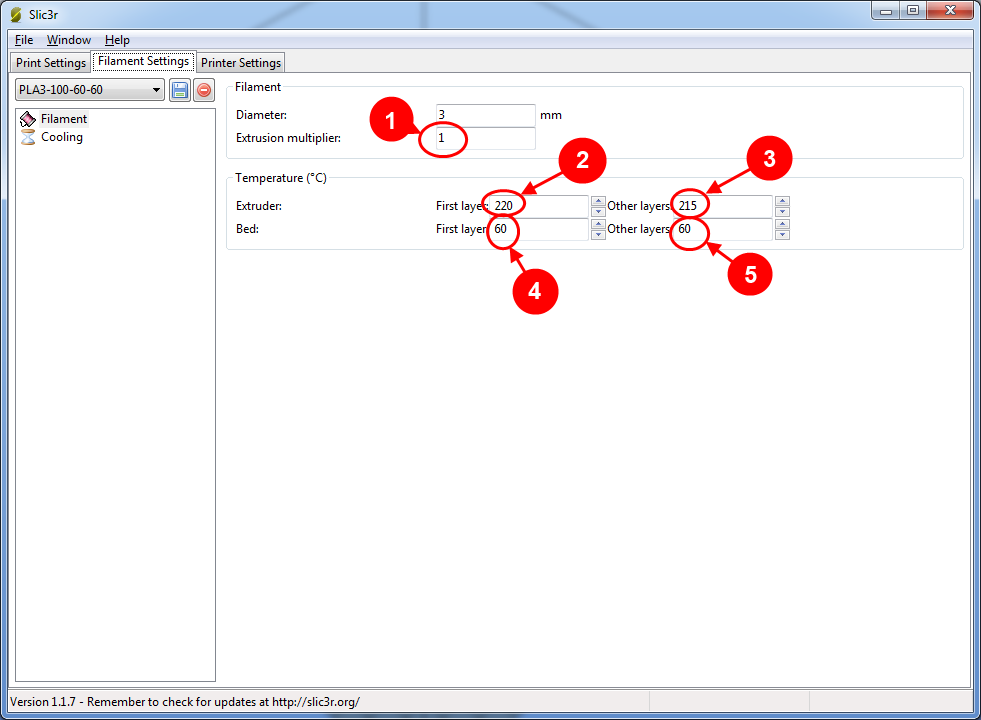
Použil jsem různé hodnoty pro plněné množství (parametr Extrusion multiplier – označený číslem 1), teplotou extruderu pro první a další vrstvy (číslo 2 a 3) a teploty podložky (číslo 4 a 5).
Vytiskl jsem vždy stejný díl a nastavené hodnoty na něj napsal fixou. Výsledky jsem pak postavil vedle sebe a zde je vyhodnocení:

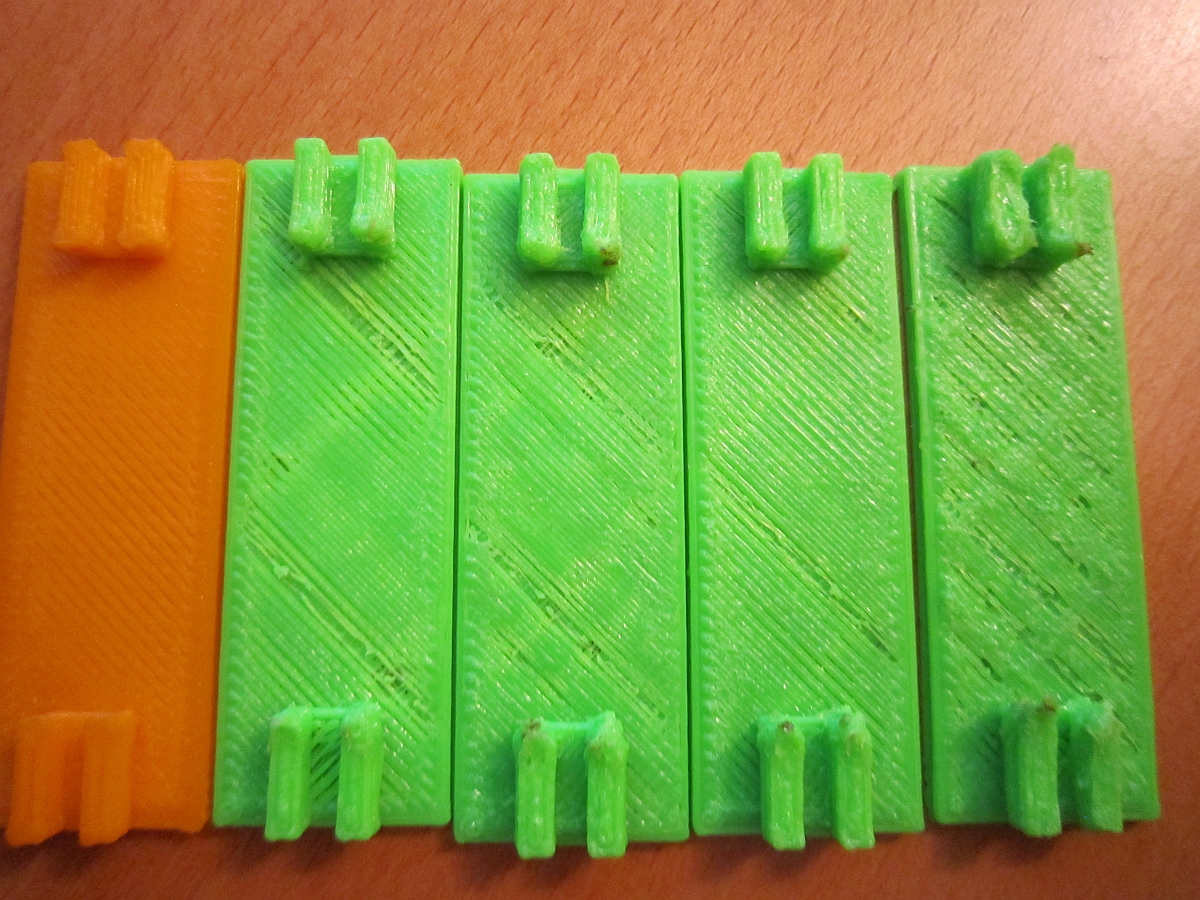
Číslo nahoře je parametr Extrusion multiplier (1), dole pak jsou teploty podložky (4 a 5) a teploty extruderu (2 a 3).
Je patrné, že teploty podložky neměly viditelný význam, zvýšení teploty extruderu na 260 stupňů způsobuje problémy při tisku drobnějších částí předmětu (ventilátor byl zastavený) a zvýšení plnění na 1.6 téměř znemožní tisk – tryska materiál rozmazává. Je zde stále patrný vliv nerovnoměrného podávání materiálu, kdy je v horní vrstvě zřetelně vidět okamžik vynechání dodávky (nejlépe je to vidět na druhém výtisku zprava). Díky tomuto srovnávacímu experimentu jsem se dál zaměřil na pravidelnost chodu o které jsem psal zde.